13503333314

 作者:田龙机械
作者:田龙机械  时间:2019-09-10 08:56:54
时间:2019-09-10 08:56:54 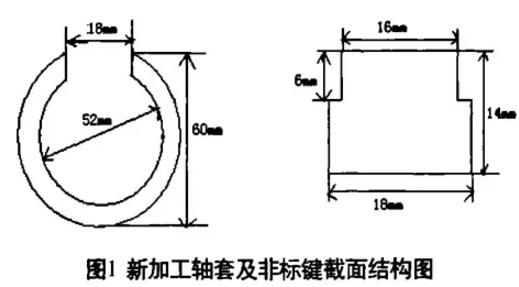
③将加工好的轴套装入新液偶输出端轴孔内,并使轴套开口槽与新液偶输出端轴孔键槽对正。
④安装新液偶。将新液偶运至提升机头部,利用新加工非标键把新液偶安装在减速机输入轴上。挪动电机位置,使新液偶的主动半联轴节和从动半联轴节及弹性盘联接起来。用角尺对电机轴和液偶轴进行找正后,紧固电机地脚螺栓。
⑤给新液偶加油至合适位置,试车正常后,通知中控开磨继续生产。新加工非标键与减速机轴槽配合精度较差,不可长期使用,否则会对减速机轴及轴槽造成损伤。配套液偶备件来后,应及时更换。
4 预防措施
此次故障,液偶碎片将提升机头部防雨棚击穿多个孔洞,飞出碎片最远距离在200 m以外。如果伤及人身安全,将造成不可估量的损失。为了避免类似故障再次发生,采取如下预防措施:
(1)加强原料破碎及输送系统和人磨系统设备管理,充分发挥金属探测仪和除铁器功效,防止衬板及钢板等大件物品进入磨机。
(2)定期检查磨内组件,防止大件金属脱落进入外循环系统,将外循环提升机卡死。
(3)当有大件金属物进入外循环提升机,使负载处于制动工况时,一定要将大件金属物和物料彻底清理完毕后再启动提升机。
(4)定期检查液偶充油量,发现油液泄露及时更换O型密封圈或骨架油封。补充油液或更换新油时,严格控制液偶充油量不得大于80%。
(5)及时修复或更换损坏的逆止器,并加强润滑保养维护工作,保证机组不发生倒转飞车事故。
 13503333314
13503333314 

 咨询热线
咨询热线 关于我们
关于我们 联系我们
联系我们