13503333314

 作者:田龙机械
作者:田龙机械  时间:2019-09-10 08:56:54
时间:2019-09-10 08:56:54 我公司原料立磨外循环提升机为板链斗式提升机,规格为NSE300×33100mm,输送能力410 t/h,电动机(Y280S-4)功率75 kW,在电动机转轴与减速机输入轴之间采用限矩型液力偶合器联接,实现动力驱动。在生产过程中,出现过一次液力偶合器爆炸故障,本文对此次故障的原因和紧急处理过程进行介绍,供参考。
1 故障简述
2008年5月3日10:30左右,立磨循环提升机电流在升高后突然下降,紧急停磨查找原因,检查后发现提升机传动系统液力偶合器易熔塞中的易熔合金熔化,液偶工作腔内的工作油喷出,电机与负载减速机脱开,电机空载运行,电流下降。提升机入料溜子和机壳底部及料斗内积满大量物料。
对偶合器重新灌油并更换易熔合金,掏取提升机内部分物料后,在机旁控制箱上手动点车试启,提升机不能转动,继续掏取机壳内物料,并多次点车试启。在第5次点车试启时,提升机料斗缓慢上升,约 1 min后,料斗突然急速向下反转,大量物料倒回提升机底部机壳内。同时,提升机头部传出一声巨响,液偶壳体炸裂成碎片,碎片飞出最远距离在200 m以外。整套液偶装置只剩下减速机轴上的从动半联轴节对轮和电机轴上的液偶残骸,其他液偶部件全部炸飞。
2 故障原因
(1)掏取物料中,发现有两块400 mm×400mm左右衬板埋在物料中,应为原料破碎机上衬板掉落后,经过输送系统进入磨机,而后进入提升机内。衬板在提升过程中与机壳刮碰,输送阻力增大,液偶输出转速降低,效率下降,功率损失增大,料斗中物料相应增多,负载严重过载。液偶损失的功率转变为工作油的热能,油温升高,当油温升至易熔合金的熔化温度(120℃)时,液偶工作腔内的工作油因离心力而喷出,使电机与负载减速机脱开。
(2)对偶合器重新灌油后,启动过于频繁,油温上升较快。
(3)逆止器倒闸棘轮损坏,未能起到防止倒转作用。
(4)物料掏取不彻底,提升机缓慢上升时,液偶超载运行,输出转速迅速下降,当转速下降为0时,负载发生倒转。
(5)提升机倒转运行时,在物料重力作用下,转速极快,加速了液偶工作。
(6)重新灌油时,加油量过多(>80%),液偶在急速倒转时,工作油因温升而急速膨胀。在工作油温未达到易熔合金熔点之前,急速膨胀的工作油在巨大膨胀力作用下将液偶壳体胀裂而爆炸。
3 紧急处理
(1)组织人员将提升机壳体内物料彻底清理出去,为再次开机创造有利条件。
(2)拆掉电机地脚螺栓,用倒链将电机吊开一定距离,为安装新液偶留出适宜的空间距离。准备氧气一乙炔一套备用。
(3)拆掉减速机轴上的从动半联轴节对轮和电机轴上的液偶残骸。测量电机轴及减速机轴相关参数见表1。
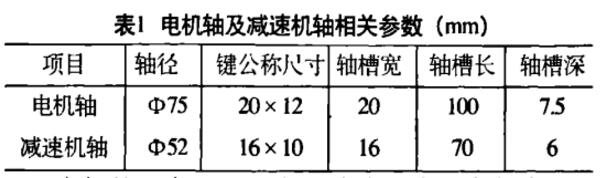
(4)按照表l测量数据,仓库没有配套备件,只有一个同直径但轴孔尺寸与原液偶相差较大的备件(煤取料机专用备件)。如订购配套备件,时间较长,直接影响窑系统因无生料而停窑,造成巨大损失。决定对现有备件(新液偶)轴孔加工处理后安装使用。原液偶与新液偶结构及轴孔尺寸对比见表2。

通过比较两液偶结构及轴孔尺寸,新液偶输入端主动半联轴节对轮孔径及键槽宽度与电机轴外径及轴槽宽度相同,可以直接安装。新液偶输出端孔径及键槽宽度与减速机输入轴外径及轴槽宽度不同,需要加工处理后才能安装。具体安装过程如下:
①将新液偶输入端的主动半联轴节对轮和弹性盘装到电机轴上(利用电机轴上原有键20×100联接)。准备足量的8D液力传动油运至提升机头部钢平台备用。
②加工处理新液偶输出端轴孔和联接用键。按照新液偶输出端轴孔尺寸,用一轴材料加工一个外径60 mm,内径52 mm的轴套,轴套上开口槽宽度及长度和新液偶输出端轴孔键槽宽度及长度相同。按照表l和表2数据,用厚度为14 mm的材料(45号钢)加工—个具有两种键宽的非标键18/16×70。新加工轴套及非标键
 13503333314
13503333314 

 咨询热线
咨询热线 关于我们
关于我们 联系我们
联系我们